Abdul Razzaq1*, Muhammad Awais Junaid1, Asad Imtiaz1, Muhammad Masood Qureshi1, Arfan Ali2, Arif Malik1, Mahmood Hussain Qazi1 and Nasir Mahmood1
1Institute of Molecular Biology and Biotechnology, University of Lahore, Pakistan
2Four Brothers Group Private Limited, Pakistan
*Corresponding Author:
Razzaq A
Institute of Molecular Biology and Biotechnology
University of Lahore, Pakistan
Tel: 923314098481
E-mail: Abdul.razzaq@imbb.uol.edu.pk
Received Date: December 18, 2017; Accepted Date: December 25, 2017; Published Date: December 29, 2017
Citation: Razzaq A, Junaid MA, Imtiaz A, Qureshi MM, Ali A, et al. (2017) Optimization of Spray Drying Technology to Prevent Apricot Fruit Wastage in Pakistan. J Food Nutr Popul Health Vol.1 No.3:28
Keywords
Apricot pulp; Powder formation; Arabic gum; Spray dryer
Introduction
The origin of Apricot is rumored to be in Central Asia where it has been grown for 4000 years. It travelled to Europe via Armenia therefore earning its scientific name Prunus armenaica. It has been cultivated for food and for its therapeutic properties. It contains important nutrients with a unique taste. Encompassing a quantity of effective antioxidants Apricot also provides a good source of Vitamin A and C. There are numerous and welldocumented health benefits allied to Apricot. The presence of phytochemicals (carotenoids) is responsible for the yellowish to orangish color of the Fruit [1,2].
Apricots are easily damaged in the environment due to retaining higher moisture content. High level of moisture is a key factor in decreasing the shelf life of fruits as well as quality. The postharvest spoilage of Apricot is a significant issue for small scale farmers around the globe. Fruit farming is restricted in many countries due to Climatic and geographic reasons. So the fruits in developed countries are conserved using various techniques to meet market demand all year around. One of the successful technique opted for developing fruit powder of extended shelf life is spray drying. Spray drying aids in the removal of moisture from fruit pulp making it stable to chemical and microbial spoilage.
Since ancient times, food has been preserved by means of drying. Different modifications have lately been developed for the process of drying solutions, pastes, slurries and numerous other forms of food. Thus, drying has provided with great diversity amongst food processes for different food products. Food powders are easy to process, weight, pack, store, transport and preserve among the food products [3]. With many of the drying techniques being timeworn and simple, it has become a necessity to engage techniques such as spray drying. The knowledge of fundamental principles and basic data on drying collectively will benefit in enhancing quality and yield of spray drying product. Being economical and efficient technique, spray drying has reformed the food intake from fortification of nutrients to calories assurance.
The conversion of a solution into dehydrated particulates is defined as spray drying. This is accomplished by atomizing the fluid into a spray chamber, where a stream of hot air dries the liquid droplets [4,5]. It also provides with an additional benefit of reducing volume and weight. Amidst the layers of air and vapor occurs the rapid process of energy transfer in drying that surrounds the droplet at saturation point. Thus, spray drying is acceptable for heat sensitive and heat resistant products [6].
The yield of the spray drying product depends upon different factors such as juice concentration, addition of drying aids, feed flow rate, drying air flow rate, and inlet and outlet temperature. As the spray drying product is absorptive it needs drying aids such as malt dextrin and Arabic gum [7]. According to a research [8] on stability of dried foods, it was found that fruit powders have better wettability at lower inlet temperature than at high inlet temperature. Liquid glucose was used as a drying aid in obtaining orange fruit juice powder [9]. Spray drying is mostly used at a large-scale industry for manufacturing different types of powders from fruits, milk and other foods.
The specific temperature at which a fluid modifies into a rubbery state is known as Glass transition temperature (Tg). Hypothetically, the happening of diffusion controlled reactions in the fluid is inhibited due to the high viscosity of the matrix (1012 Pa.s) [10,11]. One of the main obstacles for achieving a high product yield of fruit powders is the presence of high amount of sugars, which are responsible for the low glass transition temperature (sucrose 62°C, glucose 32°C, and fructose 50°C) of fruit pulp. Operational problems occur when the sugars accumulate on the wall of cyclone separator for the same reason. The glass transition temperature of fruit pulps is mostly increased by addition of high molecular weight carrier agents [8,12,13].
This study was designed to evaluate the action of malt dextrin and Arabic gum as drying aid under different conditions for production of powder from Apricot pulp. The Impact of Ascorbic acid and preservatives (Sodium benzoate and potassium metabisulphite) upon powder formation was also observed.
Materials and Methods
Spray drying
Spray dryer is used for the production of dried food. It takes up a fluid and vaporizes the solvent separating the solute as a solid. The solvent is vaporized by spraying the fluid into a steam of hot air. The solid left behind after the elimination of moisture is collected in a receiving tank. The rate of eliminating moisture and heat transfer is maximized by the use of a nozzle. A spray drier can produce powder of any solution in a single step. Thus, it minimizes the process and maximizes the profit [9,14]. Spray drying is relatively faster than other methods of drying.
Steps in spray drying
Juice concentration: Basically, the fluid must be concentrated before it is passed for spray drying. The quantity of solvent that has to be evaporated is decreased resulting in elevated solid contents. Mostly at industrial scale the fluid is concentrated to 50% (w/w) before it is approved for spray drying. Whereas the laboratory spray dryer fluid is more diluted as it will easily clog due to its thickness [9,14].
Atomization: The process of converting a fluid into a mist of small droplets by passing it through a nozzle is known as atomization. The conversion will result in increasing the surface area of the fluid. Due to increased surface area the fluid will be easily dried as it contacts hot air. Nozzles can be differentiated upon their droplet size that ranges from 20 μm to 180 μm. The nozzle of a laboratory scale spray dryer is smaller in size as compared to that of an industrial scale spray dryer. The purpose of atomization is to enhance transfer of heat and mass by maximizing the heat transferring surface. The thickness and nature of feed with preferred features of dried product determines the configuration of atomizer [5,15].
Carrier agent: Presence of low molecular weight sugars decrease the glass transition temperature of the juice and are the main reason for stickiness of powder. To overcome stickiness Arabic gum and malt dextrin were added [16].
Raw materials: Freshly matured Apricot fruit was obtained from the local market. Arabic gum, Malt dextrin was purchased from the local supplier. Sodium benzoate (NaC6H5CO2), potassium metabisulphite (K2S2O5) and Ascorbic acid were acquired from (SIGMA-ALDRICH).
Sample preparation: The following substances were added to the pulp: Arabic gum of 8%, 10%, 12% and 15%, Malt dextrin of 20%, 30%, 40% and 50%, Sodium Benzoate of 0.1%, Potassium Metabisulphite of 0.1% and Ascorbic acid of 0.1%. After addition of these substances according to different experimental runs, distill water was added to achieve desired total soluble solids (Brix).
Determination of brix: Total soluble solids in the pulp were determined using refractro meter (SG model no# Abbe-2WAJ, made in China).
Spray dryer running conditions: After the preparation of sample, it was run through the spray dryer at these conditions such as inlet temperature 190°C, outlet temperature 90°C, air pump at 55 and De block piston at 5 and pump at 15.
Experimental site: The experiments were conducted at the CRIMM of The University of Lahore, Lahore, Pakistan.
Results and Discussion
In the course of initial experimental runs with Apricot pulp, there was no formation of powder due to the lack of carrier agent. Even a minute amount of product was not obtained with such low glass transition temperature. Addition of primarily Arabic gum or Malt dextrin formed a layer around the solids in the fluid that aided in the production of powder. The impact on powder formation by input variables (Inlet temperature, concentration of carrier agent, concentration of carrier agents with Sodium benzoate, Potassium metabisulphite and Ascorbic acid) were observed. Factors of drying air and features of fluid to be dried were inspected. For the formation of powder from fruit juices with elevated sugar content and dropped glass transition temperature, the addition of carrier agent is required. The results match with earlier studies [9,17].
Drying factors at different inlet temperatures are listed in Table 1. Elevating inlet temperature significantly produced powder by enhancing heat and mass transfer and. Testing the Inlet temperature ranging from 180°C to 210°C, the maximum powder formation ensued at 190°C. Obtaining 9.1 percent of powder, the drying factors which involved Brix of 20°, Air pump at 55, De- Block piston at 5, pump at 15, and Inlet temperature at 190°C were selected as optimum conditions for further investigation.
Table 1 Drying factors at different inlet temperature.
| Experiment No |
Arabic gum concentration (%) |
Inlet Temperature (°C) |
Brix (°) |
Air pump |
De-block piston |
Pump |
Powder (%) |
| 1 |
15 |
180 |
20 |
55 |
5 |
15 |
6.6 |
| 2 |
15 |
190 |
20 |
55 |
5 |
15 |
9.1 |
| 3 |
15 |
200 |
20 |
55 |
5 |
15 |
9 |
| 4 |
15 |
210 |
20 |
55 |
5 |
15 |
6.6 |
Different concentrations of Arabic gum (8%, 10%, 12% and 15%) were experienced with Sodium benzoate (0.1%), Potassium metabisulphite (0.1%) and Ascorbic acid (0.1%). The amount of fluid collection in the receiver tank connected below the spray chamber tends to increase with the use of ascorbic acid and preservatives. The addition of preservatives and ascorbic acid increased wall deposition and had an adverse impact upon the rate of moisture evaporation and powder formation. Comparing amongst the association of preservatives in powder formation, addition of potassium metabisulphite strived better than Sodium benzoate (Table 2). Elevated quantity of Maltodextrin is required as compared to Arabic gum for obtaining greater amount of powder. Apricot pulp with no dilution after addition of Maltodextrin at concentration of 20%, 30% and 40%, and with the rest optimum conditions applied resulted in producing lesser amount of powder (Table 3). Ascorbic acid and Sodium benzoate acted in favor of low amount of Malt dextrin producing better quantity of powder yet had a hostile impact on its superior quantity (Table 4).
Table 2 Drying factors at different Arabic gum concentration
| Experiment No |
Arabic gum concentration (%) |
Inlet Temperature (°C) |
Brix (°) |
Sodium Benzoate (%) |
Potassium Metabisulphite (%) |
Ascorbic acid (%) |
Powder (%) |
| 5 |
8 |
190 |
20 |
- |
0.1 |
0.1 |
4.9 |
| 6 |
10 |
190 |
20 |
- |
0.1 |
0.1 |
3.9 |
| 7 |
12 |
190 |
20 |
- |
0.1 |
0.1 |
5 |
| 8 |
15 |
190 |
20 |
- |
0.1 |
0.1 |
6.3 |
| 9 |
15 |
190 |
20 |
0.1 |
- |
0.1 |
5.4 |
Table 3 Drying factors at different Malt Dextrin concentration.
| Experiment No |
Malt Dextrin concentration (%) |
Inlet Temperature (°C) |
Brix (°) |
Air pump |
De-block piston |
Pump |
Powder (%) |
| 10 |
20 |
190 |
31 |
55 |
5 |
15 |
3.3 |
| 11 |
30 |
190 |
39 |
55 |
5 |
15 |
5.5 |
| 12 |
40 |
190 |
46 |
55 |
5 |
15 |
7.2 |
Table 4 Drying factors with SB and AA.
| Experiment No |
Malt Dextrin concentration (%) |
Inlet Temperature (°C) |
Brix (°) |
Sodium Benzoate (%) |
Ascorbic acid (%) |
Powder (%) |
| 13 |
20 |
190 |
38 |
0.1 |
0.1 |
6.4 |
| 14 |
30 |
190 |
43 |
0.1 |
0.1 |
4.8 |
| 15 |
40 |
190 |
48 |
0.1 |
0.1 |
0.2 |
At all drying conditions the addition of carrier agent had a significant participation in powder formation. Arabic gum had a greater impact on powder formation than Malt dextrin (Figures 1-4). The addition of ascorbic acid and preservatives resulted in increasing wall deposition and decreasing the quantity of powder formation. 15 grams of Arabic gum dissolved in 100 mL of fresh Apricot pulp, diluted by addition of distill water to adjust Brix at 20°, with inlet temperature at 190°C, Air pump at 55, De-Block piston at 5 and pump at 15 were observed as the best drying conditions for maximum production of Apricot powder.
Figure 1: Impact of inlet temperature on powder formation.
Figure 2: Impact of Arabic gum on powder formation.
Figure 3: Impact of Maltodextrin on powder formation.
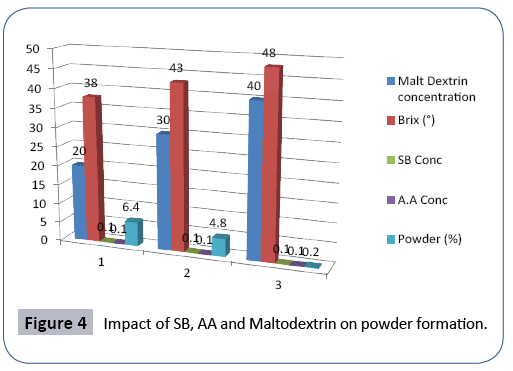
Figure 4: Impact of SB, AA and Maltodextrin on powder formation.
Conclusion
Spray drying is a complex technique for production of fruit powder. The addition of carrier agent has a significant role in the formation of powder. The results of this study specify that the maximum powder formation of Apricot pulp was achieved when Arabic gum was used as a carrier agent. The use of Ascorbic acid and preservatives with carrier agents reduced powder flow in the cyclone separator uplifting wall deposition. Using Arabic gum as a carrier agent resulted in greater recovery of Apricot powder. Additionally, this technology will add an economic impact around the globe by preventing apricot fruit wastage. Apricot is being produced abundantly in Pakistan and is being wasted due to high water contents and cannot be transported for long travel and cannot be stored for longer period of time. This preservation technology of converting fruit pulp into its powder formation would result this study to meet our objectives and make the economy of the area more strengthen.
References
- Bartley GE, Scolnik PA (1995) Plant carotenoids: pigments for photoprotection, visual attraction, and human health. The Plant Cell 7:1027-1038.
- Lancaster JE, Lister CE, Reay PF, Triggs CM (1997) Influence of pigment composition on skin color in a wide range of fruit and vegetables. Journal of the American Society for Horticultural Science 122:594-598.
- Goula AM, Adamopoulos KG (2008) Effect of maltodextrin addition during spray drying of tomato pulp in dehumidified air: II. Powder properties. Drying Technology 26:726-737.
- Barbosa-Cánovas GV, Ortega-Rivas E, Juliano P, Yan H (2005) Mixing. Food Powders: Physical Properties, Processing and Functionality,pp: 221-246.
- Masters K (1988) Drying of droplets/sprays. Spray Drying Handbook, Wiley, New York, pp: 298-342.
- Mermelstein NH (2001) Spray drying. Food Technology 55: 92-96.
- Jaya S, Das H (2004) Effect of maltodextrin, glycerol monostearate and tricalcium phosphate on vacuum dried mango powder properties. Journal of Food Engineering63:125-134.
- Bhandari BR, Howes T (1999) Implication of glass transition for the drying and stability of dried foods. Journal of Food Engineering 40:71-79.
- Chegini GR, Ghobadian B (2007) Spray dryer parameters for fruit juice drying. World Journal of Agricultural Sciences 3:230-236.
- Schebor C, del Pilar MB, Karel M, Chirife J (1999) Color formation due to non-enzymatic browning in amorphous, glassy, anhydrous, model systems. Food Chemistry 65:427-432.
- Miao S, Roos YH (2006) Isothermal study of nonenzymatic browning kinetics in spray-dried and freeze-dried systems at different relative vapor pressure environments. Innovative Food Science & Emerging Technologies7:182-194.
- Truong V, Bhandari BR, Howes T (2005) Optimization of co-current spray drying process of sugar-rich foods. Part I-Moisture and glass transition temperature profile during drying. Journal of Food Engineering 71:55-65.
- Shrestha AK, Howes T, Adhikari BP, Bhandari BR (2007) Water sorption and glass transition properties of spray dried lactose hydrolysed skim milk powder. LWT-Food Science and Technology 40:1593-1600.
- Murugesan R, Orsat V (2012) Spray drying for the production of nutraceutical ingredients-a review. Food and Bioprocess Technology 5:3-14.
- Patel RP, Patel MP, Suthar AM (2009) Spray drying technology: an overview. Indian Journal of Science and Technology 2:44-47.
- Chauhan AK, Patil V (2013) Effect of packaging material on storage ability of mango milk powder and the quality of reconstituted mango milk drink. Powder Technology 239:86-93.
- Quek SY, Chok NK, Swedlund P (2007) The physicochemical properties of spray-dried watermelon powders. Chemical Engineering and Processing: Process Intensification 46:386-392.